Slurry transportation systems rely on pumps to impart kinetic energy to the slurry. Without them, the slurry would not move; however, pumps do not exist in isolation. North American Mining examines two other critical elements in slurry transportation – valves and pipelines – with the help of experts from Emerson, The Lubrizol Corporation, Valmet and Weir.
by Jonathan Rowland

Efficient and reliable slurry transport is essential to the productivity and longevity of mineral processing operations. While pumps often receive the spotlight as the motive force moving these dense and abrasive mixtures, the broader system is equally critical. North American Mining magazine spoke to several experts about some unsung heroes of slurry transportation, exploring how valve and pipe selection is essential to ensuring slurry transportation systems operate effectively in the harsh operating conditions of a mineral processing plant.
IT’S A HARD-KNOCK LIFE
Mineral processing places extreme demands on slurry transportation systems, making valve failure a significant concern. “As mine operators know too well, unplanned valve failures disrupt productivity and increase maintenance costs,” Mark Nymeyer, hybrid industry manager at Emerson, told NAM. Common issues include:
Corrosion and erosion (abrasion). “Highly corrosive chemicals, such as strong acids and alkalis, will corrode the valve trims and body if the materials of construction are inappropriate, while particulates in the process media can erode the trim parts and valve internals,” said Nymeyer. Resistance to these destructive processes “is vital for ensuring long-term reliability,” added Lina Avila, product manager for Slurry Valves, at Weir. “Valves must be selected based on the specific characteristics of the process fluid, including temperature, pH, specific gravity, and pressure.”
“Corrosion is often related to improper material selection and chemicals in the media; it can be prevented by getting to know the process conditions and selecting the correct material,” explained Richardson Maurissaint, technical product manager for Valves at Valmet. Meanwhile, erosion is “inevitable in the metal and mining industry.
“It can be prevented by using materials with high abrasion resistance. In many cases, the right type of valve is the key solution, for example, using a pinch valve instead of a ball valve for a slurry application. Different techniques are employed to enhance abrasion resistance, including the use of various coatings or linings. Maintaining the right flow rate and minimizing the fluid velocity can reduce abrasion.”


Leakage. Various factors may cause valves to leak, including wear on the valve seats, sleeves, seals, and gates, as well as corrosion, improper installation or torquing, or solids in the slurry that prevent full valve closure. “Slurries with high solids content are particularly aggressive and can rapidly erode internal components,” Avila said. “In push-through knife gate valves, for example, leakage may result from sleeve tearing. This can be mitigated by ensuring proper lubrication, evaluating the valve’s stroking speed, selecting the correct sleeve material, and adhering to proper installation procedures.”
Sticking (or seizing). Caused by a build-up of corrosion or mineral deposits, or by selecting materials incompatible with the process medium, valves becoming stuck in a particular position (open or closed) is one of the most common causes of failure, resulting in flow issues and safety risks. “Again, proper valve selection and the use of appropriate materials are important factors in preventing this unwanted situation,” said Avila.
Cavitation. Caused by a high pressure drop across the valve, wrong valve sizing, or turbulent flow, cavitation slowly erodes the valve’s metal surfaces. “Anti-cavitation trim is often used, but it is unsuitable for some valve types,” explained Maurissaint. Dividing the total pressure drop across the control valve into stages is an alternative solution. “A manual pinch valve can be installed downstream of the control valve, acting as a sacrificial valve providing the correct flow adjustment. With pinch valves, the sleeve is the only part in contact with the medium and can be easily replaced. This makes manual pinch valves a great replacement for orifice plates.”
Improper installation. In push-through and shear gate valves, correct orientation is paramount. “These valves must be installed in a position that allows the gate to close so that fluid and solids are flushed away from the seat,” explained Avila. “In the case of shear gate valves, it is essential to maintain media flow during closure to ensure solids are cleared from the sealing area. If solids settle in the seat, the gate may compact them during closure, leading to leakage and eventual failure.”
It’s not simply about installing the valve in the correct orientation, however. General installation and commissioning practices play a crucial role in valve performance. “Following the manufacturer’s guidelines, including torque specifications, pipe support requirements, and flange alignment, as well as correct orientation, can prevent many common issues that lead to premature valve failure,” Avila concluded.
Water hammer damage (hydraulic shock). This occurs when a moving fluid is forced to stop or suddenly change direction, such as when a valve closes rapidly or a pump trips, creating a high-pressure surge through the piping system. This pressure spike can cause the valve body to crack, damage internal components, lead to leaks or joint failures, and exacerbate wear.
Mitigating water hammer involves valve selection (e.g., using valves with slower closing characteristics), surge analysis, and system design strategies like air chambers or surge tanks.
Actuation failure. “Reliable valve operation depends on a consistent and adequate power supply, whether pneumatic, hydraulic, or electric,” said Avila. “For pneumatic actuators, in particular, the air supply must meet the required pressure specifications and be clean and dry to prevent contamination and performance degradation.”

WHAT VALVE? MITIGATING THE RISK OF FAILURE
Selecting the most appropriate valve for the job is crucial to mitigating many of these common problems, as “different valves are tailored to specific functions,” explained Valmet’s head of mining and metals, Raimo Lavikainen. “Understanding where to use a specific valve type is crucial.” Standard valves used in mineral processing include ball, butterfly, check, diaphragm, pinch, and knife gate valves, with the latter two being the most widespread. “Pinch valves excel in control duties and on/off capabilities, while knife gate valves are ideal for isolation duties.”
Effective fluid isolation is essential to prevent clogging caused by high solids content, large particle sizes, elevated specific gravity, or other challenging fluid properties,” explained Weir’s Avila. “However, the knife gate valve must be engineered explicitly for slurry service, not merely standard water knife gate valves or lined bi-directional valves. The most suitable designs include push-through or shear gate bi-directional configurations, which are built to withstand the most demanding service conditions. Typical applications for slurry knife gate valves include tailings systems, hydrocyclone clusters, and the mill circuit.”
Mineral processing plants also use process water and chemicals in flotation, thickening, or reagent dosing. “These applications often employ rubber-lined butterfly valves for their cost-effectiveness and corrosion resistance,” said Lavikainen. “Soft-seated butterfly valves are suitable too, while segmented ball valves provide excellent control performance for precise flow control, such as in chemical dosing.” Globe valves are another option, noted Emerson’s Nymeyer. Large globe valves can “handle high volumes of water flow, with specialized trims to reduce cavitation, while smaller globe valves may be used to regulate the flow of air, reagents, and brine around the flotation cells.”
With such diversity of valves available, what are the key inputs for proper valve selection? According to Weir’s Avila, the critical factors to consider include the following:
- Application type: isolation or flow control (throttling)
- Temperature
- Pressure: maximum pressure through the valve and the minimum supply pressure
- Actuation type
- Flange/pipe size
- Instrumentation
- Media type: pH, chemical make-up, percent solids, size of solids, and solid make-up
- Flow rate
- Number of cycles
- Installation position
“Knowing the constituents of the flow process (slurry) is critical in selecting the proper construction materials and, ultimately, ensuring the valve’s successful operation and longevity,” concluded the Weir engineer.
AUTOMATING VALVES
Manual valve control “simply cannot keep up” with the demands of mineral processing plants, where slurries flow through miles of pipeline, said Anssi Savolainen, product manager for Pumps at Valmet. In contrast, “automated valves react instantly to changing process conditions.” For example, an automated pinch valve can continuously adjust the flow on a thickener underflow line based on density of pressure readings, ensuring process stability and maximizing material recovery.
According to Savolainen, automated valves also help safeguard worker safety by:
- Isolating pipelines during blockages or ruptures;
- Preventing leaks by immediately closing on alarm signals; and
- Avoiding overpressure situations that could damage equipment or cause spills.
“By integrating the proper instrumentation and control systems, these valves streamline process control and reduce the risk of unexpected failures and unplanned downtime,” agreed Weir’s Avila. “Safety is also improved by reducing human intervention and the effort required to open and close valves.”
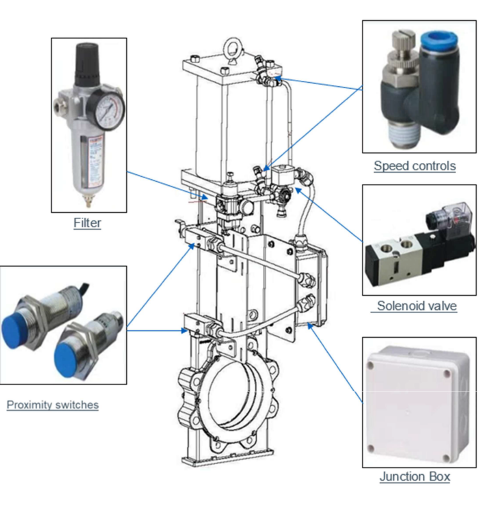
From a maintenance perspective, automation “simplifies diagnostics and monitoring,” Avila continued. “When equipped with appropriate accessories – such as position indicators, solenoid valves, filter regulators, and speed controls – automated valves provide real-time feedback and precise control over valve operation.”
- Filter regulators ensure that the air supply is clean and maintained at the correct pressure, which is essential for the reliable operation of pneumatic actuators.
- Speed controls allow operators to adjust the valve’s stroking speed, preventing mechanical stress and extending the life of internal components.
- Solenoid valves enable remote actuation, allowing fast and safe response to process changes or emergency shutdowns.
- Position indicators are vital for integrating distributed control systems. They provide accurate feedback on valve status, enhancing process visibility and control.
Savolainen offered the example of a pinch valve to illustrate the benefits of automation and smart technologies in valve operation. The key wear part in pinch valves is the elastomer sleeve or hose. This is the only part needing regular replacement. “Using a smart positioner, the system can track parameters like valve travel time, jamming risk, or calibration drift. Combined with added leak detection, operators can monitor the condition of the sleeve and surrounding components in real time.”
This real-time data analysis enables teams to detect early signs of wear or buildup, predict when maintenance will be required, and prevent sudden failures that can halt production. “Instead of waiting for a sleeve to fail, the system helps plan proactive maintenance during scheduled downtime, improving equipment lifespan and process reliability,” concluded the Valmet engineer.
“By harnessing digitalization to optimize valve performance and make informed operational decisions, operators will see enhanced process control, with notable improvements due to better regulation of process and utility flows,” concluded Emerson’s Nymeyer.
In addition to real-time, remote monitoring, digitalization enhances data accessibility and management. For example, according to Weir’s Avila, the company’s knife gate valves have an integrated Near Field Communication (NFC) tag. “By simply scanning the tag with a smart device, valve operators can access a broad range of information, including brochures, bill of materials, general arrangement drawings, installation, operation, and maintenance manuals, service history, and spare parts usage, via an app.”


A SYNERGISTIC RELATIONSHIP
It would be challenging to write an article about valves without mentioning pumps at least once; these two pieces of equipment have a close working relationship in managing the flow of slurry. “Centrifugal pumps tend to operate smoothly by their very nature,” said Weir’s Avila. “However, sometimes other factors may cause flow issues within the process. In these cases, throttling can be adopted using pinch valves to control flow rates and pressure. Throttling the pump discharge will shift the system curve and the pump’s operating point. This changes the flow rate and can assist with improving the system as a whole.”
There are also benefits when equipment, such as valves, pumps and cyclones, communicates digitally, for example, during process start-up and shut-down. “This activity needs to be completed carefully and is very dependent on the specific system, so control of the valves and the slurry flow will help protect the pumps from damage,” Avila continued.

DON’T FORGET THE PIPES!
No mention of slurry transport systems would be complete without mentioning the conduits along which slurry flows: the pipes. These, too, suffer from the challenges of carrying abrasive and corrosive materials. “The roughness of slurry has a “sandblasting effect on pipes that is especially taxing on elbows and bends, as well as valves,” said Kalli Stull, Louisville manufacturing manager at Lubrizol, which supplies Corzan CPVC (chlorinated polyvinyl chloride) pipes to mineral processing applications. “Further degradation from corrosion may occur when slurry contains acids or salts.”
According to Stull, materials with a smoother inside surface “tend to deliver better flow rates because the surface is less prone to pitting from erosion and abrasion.” A smooth piping material like CPVC can also deliver a longer service life because it can withstand high concentrations of some chemicals that can more quickly degrade other materials. For example, steel (304 ss) loses 50 mg of material per 1000 cycles of the Taber test, whereas a smooth material like CPVC loses only 20 mg.
Alongside corrosion and erosion, the temperature and external environment have a considerable impact on pipelines, “shortening system longevity when not factored in during system design and specification,” the Lubrizol expert continued.
- Temperature. “Simply put,” Stull explained, “the thingsthat tend to hurt pipes do increased damage at higher temperatures. So, choosing a piping material proven to handle high temperatures, such as stainless steel or a high-quality plastic, is paramount for system longevity.” Beyond temperature, “this effect can be exacerbated by the pH of the slurry running in the pipes,” Stull continued. “Oftentimes, when running acidic slurries, exotic materials like titanium or expensive nickel-based alloys are considered along with plastics like CPVC, which can be used up to 200°F (93.3°C) and in a wide range of pH.”
- External environment. The environmental context in which a pipeline is situated can significantly impact its temperature and susceptibility to corrosion. “For example,” noted Stull, “some pipe runs will need to be installed outdoors. Metal pipes are not susceptible to UV degradation, but they will get hotter than plastics when exposed to the sun and are prone to corrosion from dew and rain. Meanwhile, plastics like industrial CPVC can be compounded with carbon black and titanium dioxide to deliver strong performance in outdoor installations and provide adequate UV protection. The pipe does not conduct heat as much as metal, so the material inside the pipe may not get as hot as it would in an outdoor metal pipe, and CPVCs will not corrode when exposed to moisture.”
With the wrong materials installed, “external environments can corrode the pipe’s outer surface, while the slurry erodes inside,” Stull summarized. “This is a recipe for poor pipe performance and a shortened system life.”
Alongside the pipe material selected, a well-designed pipe system will help mitigate these risks. “Fittings and joints –any place where the pipe changes direction – are at greater risk of erosion,” said Stull. “The increased friction at these directional change points can decrease efficiency and safety. Straight pipe runs are far less susceptible to the erosion, corrosion, and blockage problems common to elbows, Ts, and other joints. A system design layout that minimizes changes in direction and opts for lower-friction joints where possible (such as sweep elbows) can help maximize the longevity and reliability of the system by mitigating erosion from the start. These advantages may be extended by choosing a single material type for all pipes and fittings to maintain the material’s advantages throughout the system.”
Stull concluded: “Each mineral processing facility has unique requirements; no piping material is always the best solution. Advances in materials and technologies benefit the mineral processing industry by broadening the options for exploring the most suitable material for each specific case. By expanding the profile of available material options, the mineral processing industry can take advantage of whatever emerges as the best option for both the environment and budgets.”